Neil,
Thanks for the update. What you're doing is way cool.

Wish I were there.
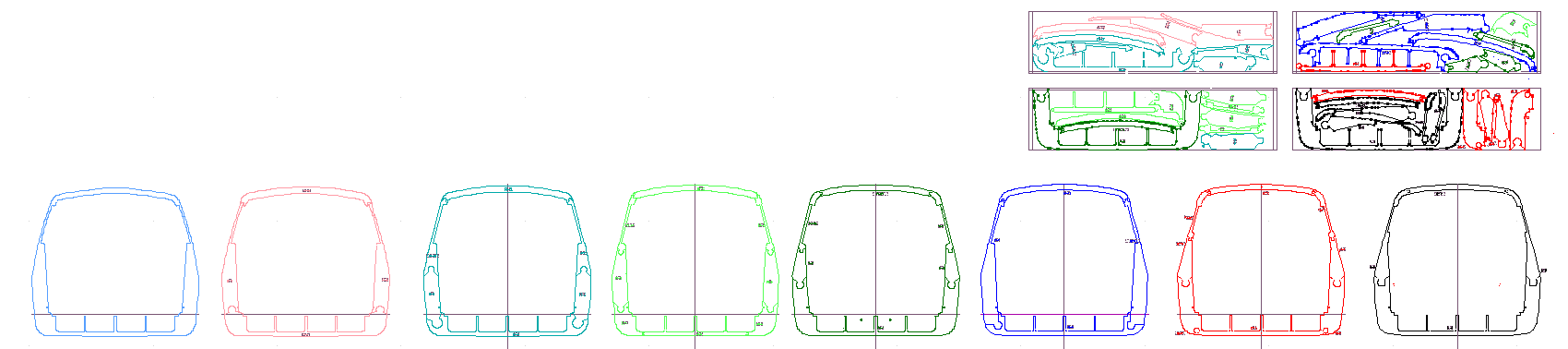
For a while there I wasn't "getting it." I thought that you were cutting each
layer -- a boat builder would call it a "lift" -- as a single piece. Now I see the
tightened up, very efficient layout of constituent parts.
Does the layout of the joints holding the pieces together include offsets so
that the joints are a tolerance fit without a gap the width of the cutter head
which would allow for alignment difficulties when the pieces are joined? This
might be a difficult thing to achieve. But it would save a lot of fiddling with
critical alignments later on given the narrowness of the side and top pieces.
If the joints on all the pieces are identical, I guess that it could be plug-in
sub-routines inserted in the cutting program as needed.
FWIW, I think that the joints you're using are typically called "jigsaw puzzle
joints" or just "puzzle joints." They are the new-fangled way to join numerous
pieces of plywood to make single sides for kayaks, canoes, etc instead of butt
or scarph joints. (There is a CNC "stepped scarph" that is self aligning, but it
takes multiple cutting passes, the number dependent on the depth and length
of the steps. Also, this joint isn't self-connecting like the puzzle joint is.)
The advantage of the puzzle joint being that they can be cut on a CNC machine,
lie flat, are essentially rigid in the 2D plane, and require no further hand
work. I know for a fact that you don't want angular movement between the
pieces as is suggested by a "ball and socket joint."

A caution on feed rollers: full width rollers can be the most frustrating
things in the world. The problem being that that they "feed" only in the
direction of a line perpendicular to the roller axis. They need to be very
accurately placed/aligned else they will feed at a slight angle to the cutter,
whether it be band saw, table saw or Phlatprinter. Much better would be a 2
ft. bar with 6 or 8 of these
spheres evenly distributed along its
length:

One last point. On reviewing various Phlatprinter projects on the 'Net, I find
that when cutting "long" stock there is a possibility of the stock slipping a
little and inducing some radial cutting errors with resultant shape warping.
The smoothness of the bare steel pressure rollers and the thinner-than-
Saran-Wrap fiim on the two sides of the blue board may be the cause.
The typical fix is to install guide fences or pins along the feed path. I don't
know the exact width of the throat on the Phlatprinter. But if fences or pins
are needed -- or felt important to ensure shape fidelity -- this might make it
necessary to reduce the width of the foam cutting blanks to less than 24".
Given all the layout work that you've done already, I hope and pray that a
complete redo would not be needed.
Puzzle Joint Example Here.









 Today
Today